 微信扫码关注我们
微信扫码关注我们


再生铅连续富氧侧吹低温熔炼技术
信息来源:
单位简介
湖南锐异资环科技有限公司成立于2017年8月,主要从事危险废物安全处置与资源化清洁高效利用,是一家集关键技术装备研发、成果转化、工程设计和生产运营为一体的国家高新技术企业、中南大学产学研合作企业。成立至今,服务客户包括天能控股、理士国际等,累计合同额超过8亿元,在废铅酸蓄电池富氧熔炼资源化回收的市场占有率达55 %。公司拥有冶金行业和环境工程(固体废物处理处置)工程设计乙级资质,2022年获批湖南省省级企业技术中心;创始人刘维是中南大学教授、博士生导师,参与国家重点研发计划1项,主持湖南省创新引领计划、长沙市重点研发计划各1项,累计申请专利70余项,参与制订国家标准1项。
案例概述
太和县大华能源科技有限公司年产20万吨再生铅项目。采用再生铅连续富氧侧吹低温熔炼技术处置废铅蓄电池、铅渣、铅泥等危险废物回收精铅,按精铅产能计的处理规模为20万t/a,实际危险废物处置规模为29万t/a。2019年3月完成设计并启动建设,2020年5月点火投产,生产线已连续稳定运行三年,累计处置废铅蓄电池、铅渣、铅泥等危险废物约72万t,回收精铅50万t,创造直接经济效益近80亿元。
技术原理
本技术将铅膏、铅渣等含铅物料与铁矿石、石灰石、石英石、纯碱和粒煤按比例混合后,在富氧侧吹氧化炉熔炼产出粗铅和高铅渣:铅膏主要进行如下熔炼反应 脉石成分则发生造渣反应,钠盐与铁硅钙结合成四元渣

适用范围
废铅酸蓄电池、铅膏、铅泥等处理处置及资源化。工艺流程及说明
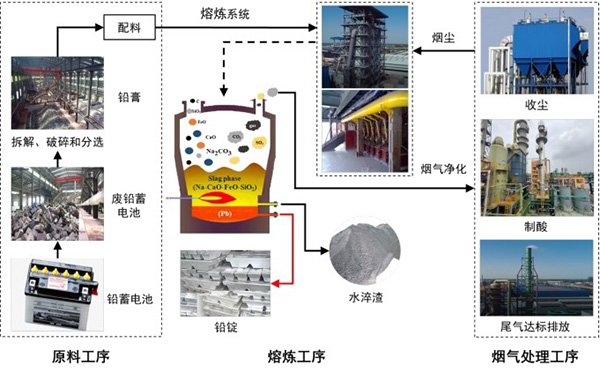
熔炼工序:采用富氧侧吹双联炉工艺熔炼,物料先进入氧化炉,脱硫并熔融还原产出粗铅和高铅渣,高铅渣熔体流入还原炉还原熔炼得到二次粗铅和尾渣;粗铅采用电解精炼,尾渣经水淬成为玻璃态的水淬渣。
烟气处理工序:氧化炉产出高温烟气,SO2浓度稳定在3 %,先经SNCR脱硝,然后进入余热锅炉回收热量,再经布袋除尘净化,通过离子液吸收稳定制酸,最终尾气达标排放。
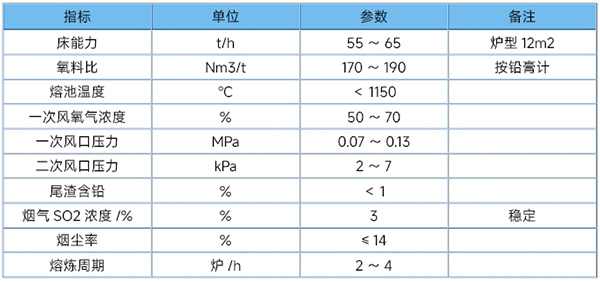
主要技术参数
经济指标
以年产20万吨再生铅项目为例,经济指标如下:
工程示范及应用情况
1)2020年5月,安徽省阜阳市太和县肖口镇工业园区,太和县大华能源科技有限公司年产20万吨再生铅项目,工艺设计及富氧侧吹熔炼系统装备供应,已稳定运行3年。2)2020年9月,安徽省阜阳市太和县肖口镇工业园区,安徽天畅金属材料有限公司年产20万吨再生铅项目,工艺设计及富氧侧吹熔炼系统装备供应,已稳定运行近3年。
3)2023年2月,广西壮族自治区梧州市龙圩区梧州进出口再生资源加工园区广源大道39号,广西震宇环保科技有限公司年产20万吨再生铅项目(一期),工程设计及富氧侧吹熔炼系统装备供应,已稳定运行5个月。
4)2023年3月,江苏省宿迁市沭阳县经济开发区绍兴路6号,年产20万吨再生铅项目,工程设计及富氧侧吹熔炼系统装备供应,已稳定运行4个月。
5)2023年6月,湖南省郴州市桂阳县工业园有色金属冶炼加工项目区,湖南康泽环保科技有限公司年产20万吨再生铅项目(一期),工程设计及富氧侧吹熔炼系统装备供应,已稳定运行。
推广前景
废铅酸蓄电池是重要的含铅危废和铅二次资源,采用本技术无害化处理与资源化利用废铅酸蓄电池,不仅可以有效解决废铅酸电池的重大环境污染问题,而且可以回收大量的铅。本技术可有效解决传统火法工艺的烟气二氧化硫治理难题,在较低温度下实现铅的高效回收,有效解决传统单炉技术能耗高的问题。目前我国废铅酸蓄电池年产生量约500万吨,在行业内推广后,直接经济效益达40~50亿元,推广应用前景十分美好。获奖情况
本技术获得10项专利授权,其中发明专利6项,2020年12月经中国有色金属工业协会评定为达到国际领先水平,2023年6月被评为湖南省环境保护先进技术。